Korrosionsschutz
Download
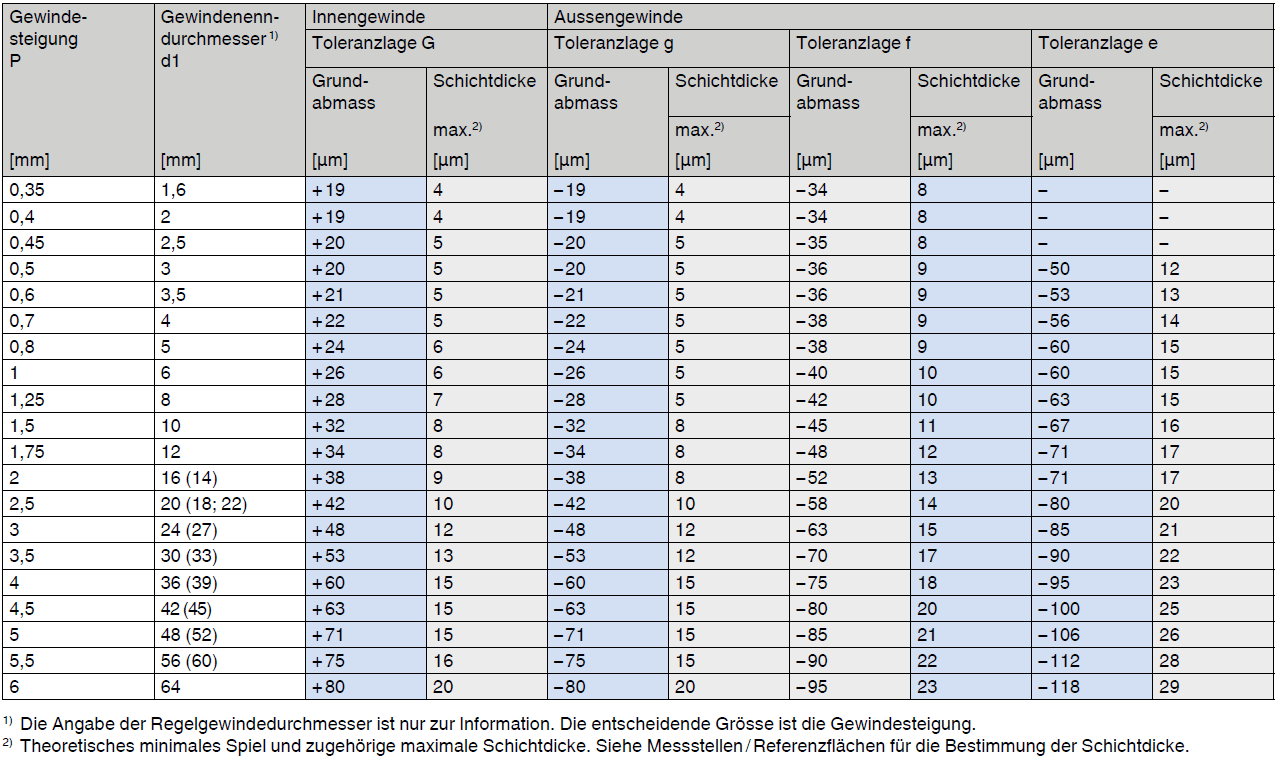
Galvanische Verfahren - Verbindungselemente mit galvanischen Überzügen (nach ISO 4042:2018)
Verzinken – Passivieren. Das Verzinken mit anschliessendem Chromatieren hat sich bei Verbindungselementen bezüglich Korrosionsbeständigkeit wie auch im Aussehen sehr gut bewährt. Wir können Ihnen ein umfangreiches und gut assortiertes Lagersortiment anbieten.
Nachbehandlung Chromatierung bzw. Passivierung. Ist ein Verfahren zur Bildung eines Chromatier- bzw. Passivierüberzugs durch Behandlung in einer Lösung, die sechswertige (Chromatieren) oder dreiwertige (Passivieren) Chromverbindung enthält. Diese Nachbehandlung erfolgt unmittelbar nach dem Verzinken durch kurzes Eintauchen in Chromsäurelösungen. Der Chromatierungs- bzw. Passivierungsprozess erhöht den Korrosionsschutz und verhindert Anlaufen und Verfärben der Zinkschicht. Die Schutzwirkung der Chromatschicht ist je nach Verfahrensgruppe unterschiedlich (siehe Tabelle!). Um den Korrosionsschutz zu verbessern ist eine weitere Versiegelung oder Deckschicht möglich.
Die Prozessentwicklungen mit Chrom(VI)-freien Überzügen gleicher oder ähnlicher Schutzwirkung wurden auf Grund der EU-Richtlinien 2000/53EG (ELV) und 2002/95/EG (RoHS) bzw. 2011/65/EU (RoHS 2) durch Umweltauflagen vorangetrieben. Für den Korrosionsschutz von Verbindungselementen waren früher galvanische Zinküberzüge mit einer Chromatierung auf Basis von Chrom (VI) üblich. Heute ist Cr(VI) weitgehend eingeschränkt. Daher wird empfohlen, ausschliesslich Cr(VI)-freie Konversionsschichten (Passivierungen) für neue Anwendungen zu verwenden. Die Oberflächenbehandlungen mit Chrom(VI)-freien Systemen (Passivieren) erfordern in der Regel eine aufwändigere Prozessführung da der «Selbstheilungseffekt» in geringerem Umfang stattfindet. Schüttgutbehandlung, automatisierte Prozesse wie Zuführen und / oder Sortieren, Lagerung und Transport können in Abhängigkeit von dem Überzugsystem sowie dem Typ und der Geometrie von Verbindungselementen zu einer Verringerung des Korrosionsschutzes (insbesondere des Schutzes gegenüber Überzugkorrosion) führen.
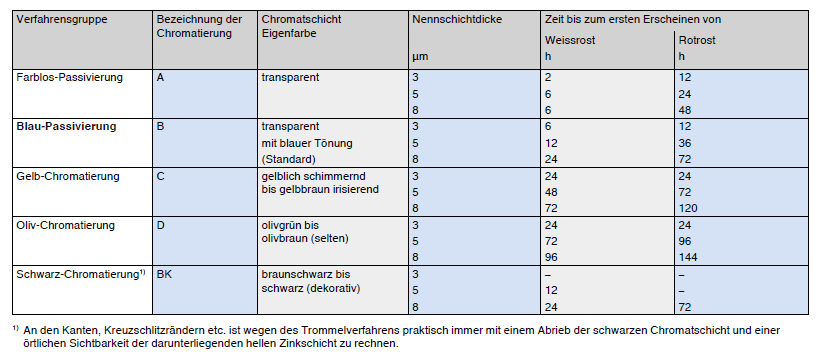
Verfahrensgruppen beim Chromatieren von galvanischen Zinküberzügen
Schutzwirkung von Zinküberzügen mit Chromatierung unter den Bedingungen der Salzsprühnebelprüfung nach ISO 9227 (DIN 50021 SS)
Weitere galvanische Beschichtungsverfahren
| Verfahren | Erläuterungen |
| Vernickeln | Dient sowohl dekorativen Zwecken als auch dem Korrosionsschutz. Wegen der harten Schicht Anwendung im Elektroapparatebau sowie in der Telefonindustrie. Speziell bei Schrauben kein Abrieb des Überzuges. Vernickelte Eisenteile sind in Aussenatmosphären nicht zu empfehlen. Verbesserung des Korrosionsschutzes durch Imprägnierung – siehe folgende Tabelle. |
| Veralisieren (Dickschichtvernickelung) |
Ist eine galvanisch (elektrochemische) Beschichtung mit Nickel ideal für Werkstücke die stark beansprucht werden. |
| Verchromen | Meistens nach dem Vernickeln, Schichtdicke ca. 0,5 – 1,0 μm. Chrom wirkt dekorativ, erhöht die Anlaufbeständigkeit vernickelter Werkstücke und dient auch als Korrosionsschutz. Glanzverchromt: hoher Glanz. Mattverchromt: matter Glanz (Seidenglanz). Trommelverchromung nicht möglich. Erzeugt eine harte Oberfläche mit guten Verschleiss- und Gleiteigenschaften. |
| Vermessingen | Messingaufträge werden hauptsächlich für dekorative Zwecke angewendet. Ausserdem werden Stahlteile vermessingt, um die Haftfestigkeit von Gummi auf Stahl zu verbessern. |
| Verkupfern | Wenn notwendig als Haftgrund vor dem Vernickeln, Verchromen und Versilbern. Als Deckschicht für dekorative Zwecke. |
| Versilbern | Silberaufträge werden zu dekorativen und technischen Zwecken verwendet. |
| Verzinnen | Die Verzinnung wird hauptsächlich zum Erzielen bzw. Verbessern der Lötfähigkeit (Weichlot) angewendet. Dient gleichzeitig als Korrosionsschutz. Thermische Nachbehandlung nicht möglich. |
| Eloxieren | Durch anodische Oxidation wird bei Aluminium eine Schutzschicht erzeugt, die als Korrosionsschutz wirkt und das Verflecken verhindert. Für dekorative Zwecke können in einem nachfolgenden Färbeverfahren praktisch alle Farbtöne erzielt werden. |
| Zink / Eisen Legierungsbeschichtung |
Ist ein galvanisches Beschichtungsverfahren, welches in einem Elektrolyten eine Zink-Eisen-Legierung auf ein metallisches Werkstück abscheidet. Im Anschluss an die Beschichtung ist eine Cr(VI)-freie schwarz Passivierung und schwarze Versiegelung angesetzt. Sie kommt vor allem zum Einsatz, wenn eine konforme schwarze Oberfläche gewünscht ist. |
| Zink / Nickel Legierungsbeschichtung |
Bei den Zink-Nickel Überzügen wird ein ca. 12 – 16 % Anteil von Nickel mit abgeschieden während der Galvanisierung. Hier hat man die Möglichkeit, eine transparente oder schwarze Passivierung zu verwenden und das Ganze noch durch eine Versiegelung zu optimieren. Diese Beschichtung kommt vor allem wegen seinem guten Korrosionsschutz zum Einsatz. |
Weitere Oberflächenbehandlungen
| Verfahren | Erläuterungen |
| Feuerverzinken | Tauchen in Zinkbad, dessen Temperatur bei ca. 440 bis 470 °C liegt. Schichtdicken min. 40 μm. Oberfläche matt und rau, Verfleckungen nach relativ kurzer Zeit möglich. Sehr guter Korrosionsschutz. Anwendbar für Gewindeteile ab M8. Gewindegängigkeit durch geeignete Massnahmen (spanabhebende Voroder Nachbearbeitung) gewährleistet. |
| Anorganische Zinklamellenüberzüge Geomet® Delta-Tone® / Delta-Protekt® |
Hervorragende hoch zinkhaltige Beschichtung (silbergraue Farbe) für Teile mit Zugfestigkeit Rm ≥ 1000 N/mm2 (Festigkeitsklassen ≥ 10.9, Härte ≥ 320 HV). Bei diesem Beschichtungsverfahren wird eine wasserstoffinduzierte Versprödung verfahrenstechnisch ausgeschlossen. Temperaturbeständig bis ca. 300 °C. Anwendbar für Gewinde ≥ M4. |
| Mechanisch verzinken (Mechanical plating) | Chemo-mechanischer Beschichtungsprozess. Entfettete Teile werden zusammen mit einer speziellen Glaskugelmischung und Zinkpulver in eine Platierungstrommel gegeben. Die Glaskugeln wirken als Träger der Zinkpulverkörner und bringen diese an die Werkstückoberfläche, wo sie durch Kaltverschweissung haften bleiben. |
| Schwärzen INOX |
Chemisches Verfahren in einer heissen Hydroxidlösung. Für dekorative Zwecke. |
| Brünieren (Schwärzen) |
Chemisches Verfahren, Badtemperatur ca. 140 °C mit anschliessendem Einölen. Für dekorative Zwecke nur temporärer Korrosionsschutz. |
| Phosphatieren (Bondem, Bonderisieren, Antoxieren, Parkerisieren, Altramentieren) |
Nur leichter Korrosionsschutz. Guter Haftgrund für Farben. Aussehen grau bis grauschwarz. Durch nachträgliches Einölen besserer Korrosionsschutz. |
| Imprägnieren | Vor allem bei vernickelten Teilen können durch eine Nachbehandlung in dewatering fluid mit Wachszusatz die Mikroporen mit Wachs versiegelt werden. Wesentliche Verbesserung der Korrosionsbeständigkeit. Der Wachsfilm ist trocken unsichtbar. |
| Tempern | Bei galvanisch veredelten Verbindungselementen aus Stählen mit Zugfestigkeiten Rm ≥ 1000 N/mm2, entsprechend 320 HV, die unter Zugspannung stehen, besteht die Gefahr des Versagens durch Wasserstoffversprödung. Durch Tempern bei ca. 180 bis 230 °C (unterhalb der Anlasstemperatur) kann der Wasserstoff zum Teil beseitigt werden. Nach dem heutigen Stand der Technik bietet dieses Verfahren keine 100 %-ige Gewähr. Tempern während >4 h muss unmittelbar nach einem Beizen und nach der galvanischen Behandlung erfolgen. |
| Versiegelung | Die Versiegelung kommt nach dem galvanischen Verzinken und Passivieren mittels Tauchverfahren auf das Bauteil. Versiegelungen erhöhen die Korrosionsbeständigkeit. |
| Tribologische Trockenbeschichtung1) |
Auftragung bildet reibungsmindernde und verschleisshemmende Schichten. Schutz gegen hohe Reibung oder Kaltververschweissung (Festfressen). |
| Bewachsen | Gleitschicht, um das Eindrehmoment bei gewindefurchenden Schrauben zu mindern. Nur bedingter Korrosionsschutz resp. Abriebfestigkeit. |
| WIROX® | Ist eine galvanische Beschichtung mit Zink, mittlere Schichtdicke mindestens 8 μm. Der Korrosionsschutz ist mehr als 20fach höher, verglichen mit blanker Verzinkung. Die Beschichtung ist abriebfest, mechanisch belastbar und zeichnet sich durch eine ausserordentlich hohe Korrosionsbeständigkeit aus. |
| YELLOX® | Ist eine galvanische Beschichtung mit Zink, mittlere Schichtdicke mindestens 4 μm. Der Korrosionsschutz ist mehr als 6fach höher, verglichen mit blanker Verzinkung. Schrauben-Anwendungen mit gelblicher Erscheinung sind auch künftig gewährleistet. |
| GreenTec® | Ist eine galvanische Beschichtung, Schichtdicke ca. 5 μm, auf Zink-Nickel Basis und bietet harte, verschleissbeständige Schichten mit sehr hoher Korrosionsbeständigkeit. |
1) Zum Beispiel CresaCoat®
Die tribologische Trockenbeschichtung Bossard CresaCoat® ist ein nicht elektrolytisch aufgebrachter, dünnschichtiger Überzug mit integrierten Schmiereigenschaften und zusätzlichem Korrosionsschutz. Die Beschichtung besteht aus einer Komposition mit Fluorpolymeren und organischen submikroskopischen Festschmierstoffteilchen, die in sorgfältig ausgewählten Kunstharzverschnitten und Lösungsmitteln dispergiert sind. Die AFC-Beschichtung (Anti-Friction-Coating) bildet einen glatten Film, der alle Unebenheiten der Oberfläche ausgleicht und dadurch die Reibung selbst bei extremen Belastungen und Arbeitsbedingungen optimiert. Das Kunstharz wiederum gewährt einen verbesserten Korrosionsschutz.