Zu beachten gilt, dass Teile mit zu dünner Wandstärke, aus Werkstoffen mit geringer Festigkeit, Einfluss auf den Fertigungsprozess haben können. Das Werkstück kann sich verziehen, wobei die definierten Lagetoleranzen nicht gewährleistet werden können, oder schlichtweg nicht herstellbar sein.
Toleranzen & Technisch
Dünnwandigkeit
Gewindetoleranzen
Innengewinde blank / mit Oberflächenüberzug: Toleranz 6-H
Aussengewinde blank: Toleranz 6-g
Aussengewinde mit Oberflächenüberzug: Toleranz 6-h
Ausführung wahlweise geschnitten, gestrehlt, gefurcht, gerollt, gefräst oder gewirbelt.
Masstoleranzen / Form- und Lagetoleranzen
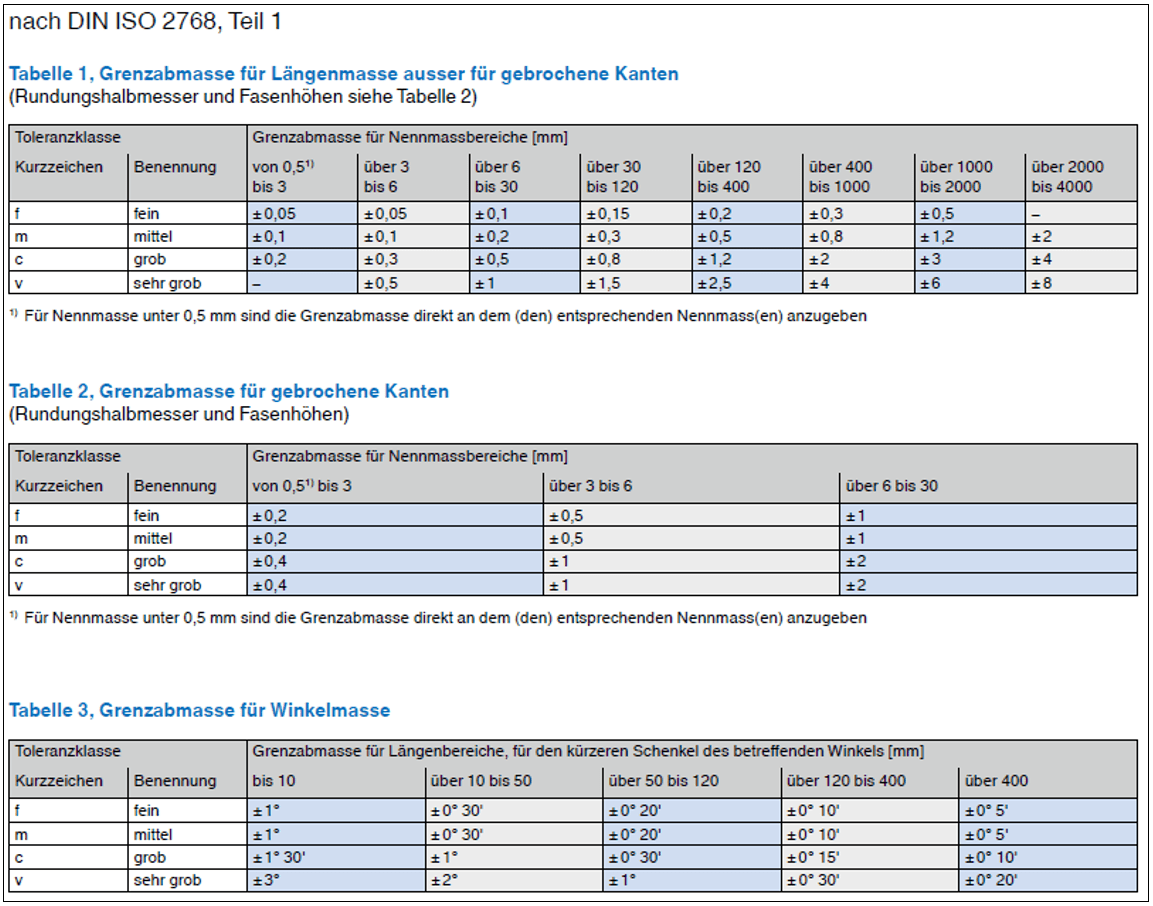
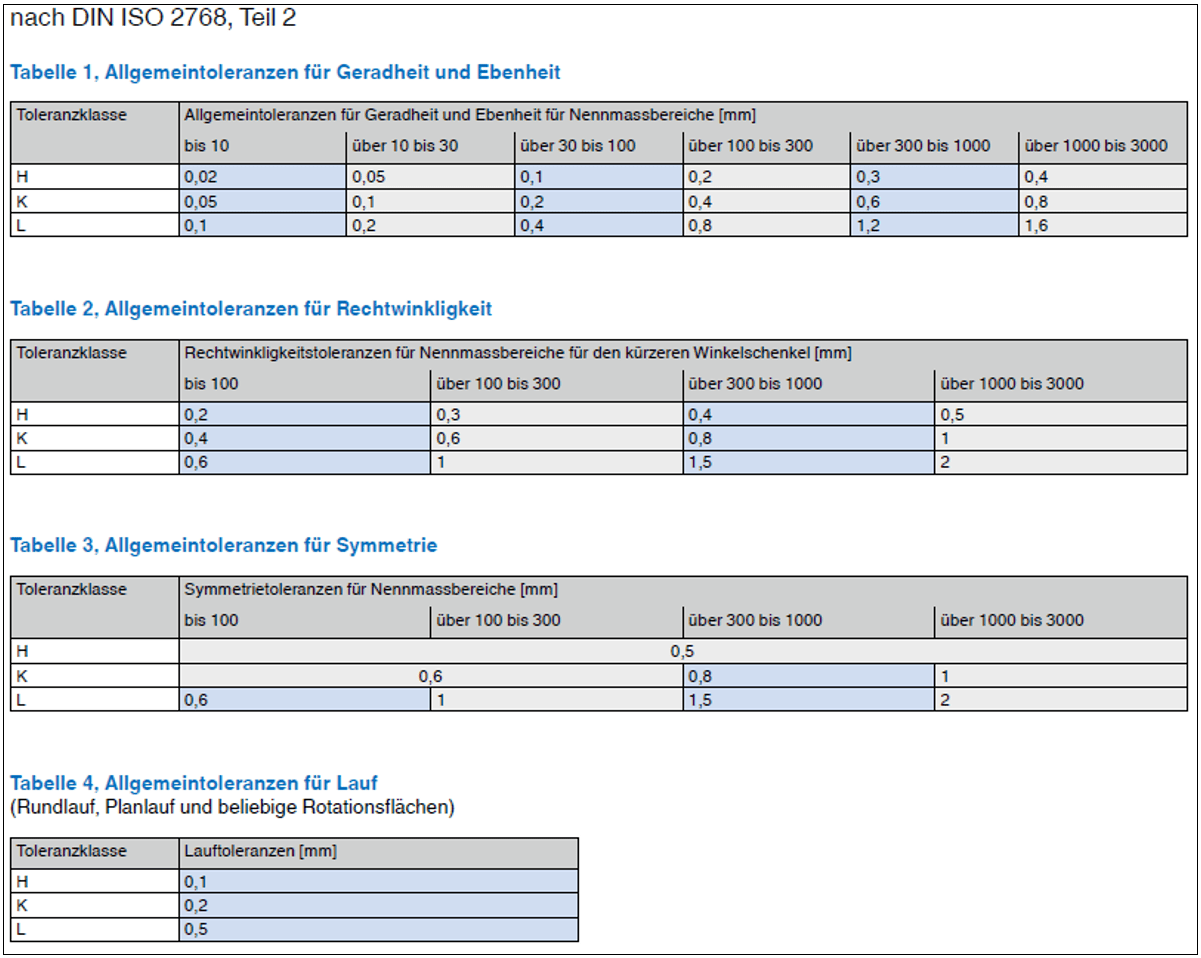
Wir fertigen nach ISO 2768. Fein: ISO 2768-fH / Mittel: ISO 2768-mk / Grob: ISO 2768-cL. Das Toleranzfeld ist aufgrund der engsten Tolerierung des Produkts zu wählen. Ist keine technische Zeichnung vorhanden, wird gemäss definiertem ISO 2768-1 und ISO 2768-2 Toleranzbereich gefertigt. In der technischen Zeichnung enthaltene Zusatzanforderungen werden für die Fertigung berücksichtigt. Erhebliche Abweichungen oder weitere Zusatzanforderungen können Einfluss auf die Produktion und die berechneten Kosten haben. Für Antriebe, Schraubenköpfe und Schraubenlängen gelten die Toleranzen nach ISO 4759 resp. die entsprechende Produkte Norm.
Nicht bemasste Werktstückkanten
Für alle nicht bemassten Werkstückkanten gilt: Aussenkanten - 0,2 mm / Innenkanten + 0,4 mm. Siehe hierzu DIN ISO 13715.
Kantenbezeichnungen wie „scharfkantig gratfrei“, „scharfkantig“ und „gratfrei“ werden nach DIN 6784 mit ±0,05 mm angenommen, d.h. es dürfen sowohl eine minimale Abtragung als auch ein minimaler Grat vorhanden sein.
Ineinander übergehende Bohrungen, z.B. Bohrungsübergänge an Querbohrungen, können einen Grat von max. +0,1 mm aufweisen. Ist ein gratfreier Übergang gefordert, so ist die Fasengrösse nicht definiert.
Oberflächenrauheit
Durch die CNC Fertigung werden bei Dreh- und Frästeilen Oberflächenrauheiten von Ra 1.6 (N7) erreicht. Falls eine feinere Oberflächenrauheit gewünscht wird, kann dies durch zusätzliche Bearbeitungsschritte wie Schleifen oder Polieren erzielt werden.
Qualität
Grundsätzlich wird das Null-Fehler-Ziel angestrebt. Bei Serienfertigung wird die Produktqualität anhand von Stichproben überprüft, sofern nicht explizit eine 100%-Prüfung vereinbart ist. Die Prozessfähigkeit soll dabei anhand der gängigen statistischen Methoden nachgewiesen werden können. Es wird darauf hingewiesen, dass bei der Anwendung statistischer Methoden zur Bestimmung der Teilequalität evtl. mit einer geringfügigen Fehlerrate gerechnet werden muss.
Technische Sauberkeit
Alle Werkstücke werden handelsüblich gereinigt. Teile aus niedrig legierten Werkstoffen werden vor dem Versand leicht konserviert. Falls nicht anders definiert, dürfen die hergestellten Drehteile an ihren Stirnseiten (Planflächen) Drehbutzen tragen. Dies gilt auch für den Fall eines allgemein gültigen Bearbeitungszeichens im oder am Schriftfeld. Die Grösse des Butzens bemisst sich nach DIN 6785 (Gesamtlänge über die Butzen gemessen, muss innerhalb der zulässigen Toleranz sein).