Calcolate la teorica lunghezza minima di avvitamento per applicazioni con foro filettato cieco e passante.
Secondo VDI 2230:2014
Calcolate la teorica lunghezza minima di avvitamento per applicazioni con foro filettato cieco e passante.
Secondo VDI 2230:2014
| Materiale | Rm, N/mm2 |
|---|---|
| Acciaio | |
| 16MnCr5 | 1000 |
| 21CrMoV5-7-QT | 700 |
| 25CrMo4-QT | 600 |
| 30CrNiMo 8 | 1250 |
| 34CrMo 4 | 1000 |
| 34CrNiMo 6 | 1200 |
| 35B2-QT | 500 |
| 35NiCr18 | 1270 |
| 38MnSi-VS 5 | 900 |
| 40CrMoV4-6-QT | 850 |
| 41Cr4 | 1100 |
| 42CrV 6 | 1080 |
| 42CrMo4 | 1000 |
| 42MnV7 | 980 |
| 48CrMo4 | 880 |
| 50MnSi4 | 830 |
| 58CrV 4 | 1320 |
| C35E-QT | 500 |
| C45E-QT | 560 |
| Cq 45 | 700 |
| E295 | 470 |
| S235 JRG1 | 340 |
| S355 JO | 510 |
| Alluminio/Leghe leggere | |
| AW-5083 | 260 |
| AW-6082 | 290 |
| AW-7075 | 540 |
| AlMgSi1F28 | 260 |
| AlMg4,5MnF27 | 260 |
| AlMgSi1F31 | 290 |
| AlZnMgCu1,5 | 540 |
| G-AlSi10Mg | 220 |
| G-AlSi7Mg0,3 | 230 |
| G-AlSi9Cu3 | 160 |
| GD-AlSi9Cu3 | 240 |
| GK-AlSi7Mg wa | 250 |
| GK-AlSi9Cu3 | 180 |
| Leghe di magnesio | |
| AZ91 | 310 |
| GK-AZ91-T4 | 240 |
| MgAl9Zn1 | 200 |
| MgAl4Si | 190 |
| Rame/Leghe di rame | |
| G-CuAl10Ni | 600 |
| G-CuSn5ZnPb | 220 |
| G-CuSn7ZnPb | 240 |
| GD-CuZn37Pb | 280 |
| GK-CuZn37Pb | 280 |
| GZ-CuSn7ZnPb | 270 |
| Ghisa | |
| GJL-250 | 250 |
| GJS-400-15 | 400 |
| GJS-500-7 | 500 |
| GJS-600-3 | 600 |
| GJV-300 | 300 |
| GJV-500 | 500 |
| Titanio/Leghe di titanio | |
| TiAI6V4 | 890 |
| Nichel/Leghe di nichel | |
| NiCr15Fe7TiAl | 1000 |
| NiCr20TiAl | 1000 |
| INOX | |
| X10CrNiMoMnNbVB15-10-1 | 650 |
| X19CrMoNbVN11-1-QT | 900 |
| X22CrMoV12-1-QT | 800 |
| X2CrNi18-9 | 450 |
| X2CrNiMo17-12-2 | 500 |
| X2CrNiMoN17-13-3 | 580 |
| X3CrNiCu18-9-4 | 450 |
| X3CrNiMoBN17-13-3 | 550 |
| X4CrNi18-12 | 500 |
| X5CrNi18-10 | 500 |
| X5CrNiMo17-12-2 | 500 |
| X6CrNi18-10 | 500 |
| X6CrNiMoB17-12-2 | 490 |
| X6CrNiTiB18-10 | 490 |
| X6NiCrTiMoVB25-15-2 | 900 |
| X7CrNiMoBNbl6-16 | 650 |
Questo è un calcolo teorico che deve essere verificato con delle prove pratiche!
In realtà la lunghezza di avvitamento è spesso ridotta, a causa della filettatura incompleta all’estremità della vite e dello smusso del foro.
Particolare attenzione deve essere portata nella definizione di foro cieco e passante (è possibile selezionarla nell’angolo in alto a sinistra dell'applicazione). Il calcolo per il foro passante è realizzato senza considerare la filettatura incompleta all’estremità della vite ed è un prerequisito per il calcolo che essa sporga dal foro per minimo due passi di filettatura (2P)
Se un’applicazione reale in un foro passante non rispetta le caratteristiche di cui sopra è allora necessario eseguire il calcolo considerando l’applicazione come in un foro cieco.
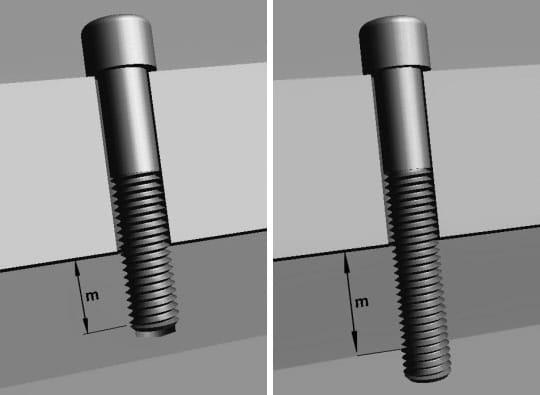
La lunghezza di avvitamento effettiva, mges vorh, rappresenta il ricoprimento effettivo delle filettature di vite e madrevite.
La lunghezza minima di avvitamento calcolata è maggiore della lunghezza di avvitamento definita dall’utente. Essa include le filettature incomplete di vite e madrevite ed il ricoprimento ridotto all’imbocco della filettatura a causa di un piccolo smusso.
Nel momento in cui iniziate a sviluppare un nuovo prodotto i nostri servizi Assembly Technology Expert forniscono soluzioni intelligenti per le sfide della tecnica del collegamento.
![]() Expert Education
Expert Education
Scoprite gli aspetti essenziali e i segreti della tecnica del collegamento con i nostri seminari e corsi e-learning
![]() Expert Teardown
Expert Teardown
Individuate la miglior soluzione di collegamento e il vostro potenziale di riduzione dei costi
![]() Expert Design
Expert Design
Progettate il vostro prodotto migliore grazie ad un'ampia gamma di informazioni e strumenti tecnici
![]()
Expert Walk
Studiate gli elementi di collegamento e gli strumenti che utilizzate, noi penseremo a come procedere in modo più snello e intelligente
![]() Expert Assortment Analysis
Expert Assortment Analysis
Diminuite il TCO identificando le opportunità di razionalizzazione degli elementi di collegamento
![]() Expert Test Services
Expert Test Services
Laboratori di collaudo accreditati garantiscono che la vostra produzione soddisfi in modo affidabile i requisiti di qualità