Je třeba poznamenat, že díly s příliš tenkými stěnami, vyrobené z materiálů s nízkou pevností, mohou mít vliv na výrobní proces. Díl se může deformovat, takže nelze zaručit definované tolerance polohy nebo jej jednoduše nelze vyrobit.
Tolerance a technické informace
Tenkostěnné díly
Tolerance závitů
Vnitřní závit bez povrchové úpravy / s povrchovou úpravou: Tolerance 6-H
Vnější závit bez povrchové úpravy: Tolerance 6-g
Vnější závit s povrchovou úpravou: Tolerance 6-h
Volitelné provedení: řezané, soustružené, drážkované, válcované, frézované nebo vykroužené
Rozměrové tolerance / tolerance umístění tvaru a orientace
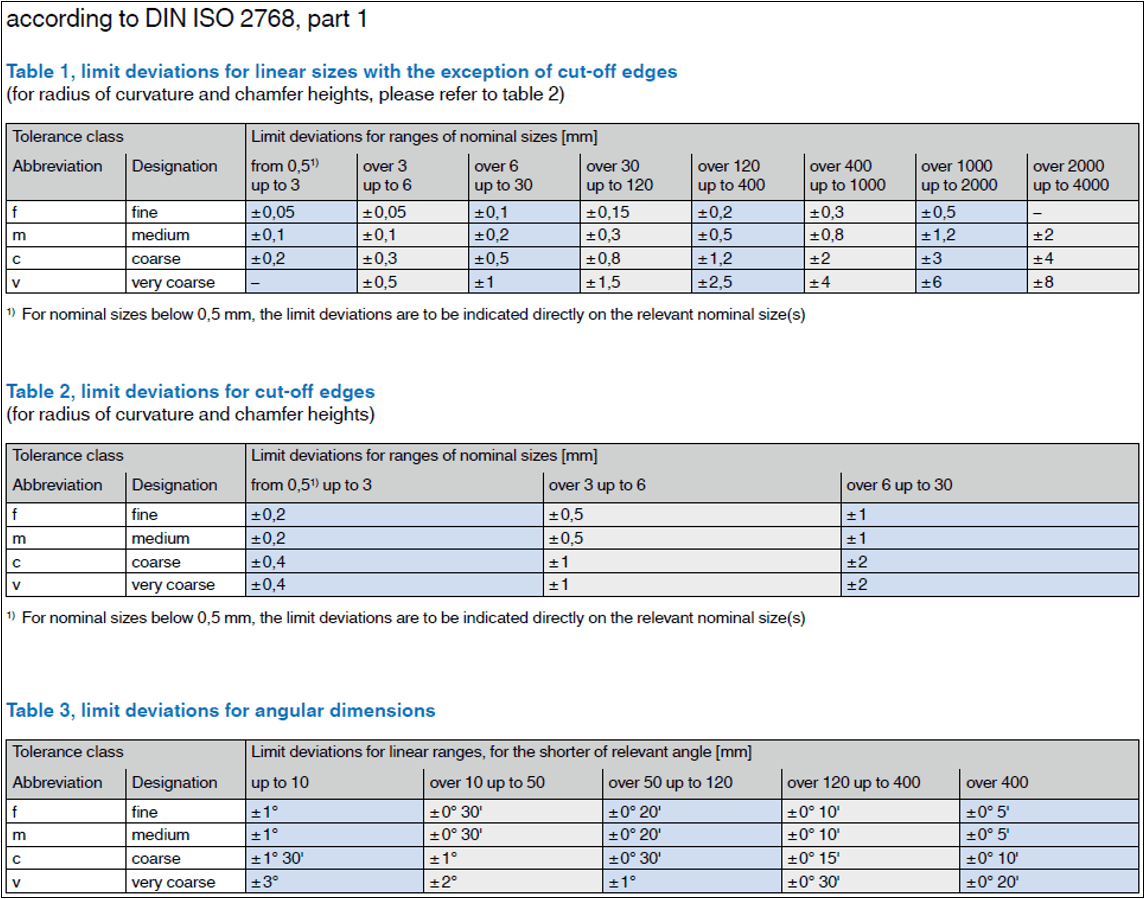
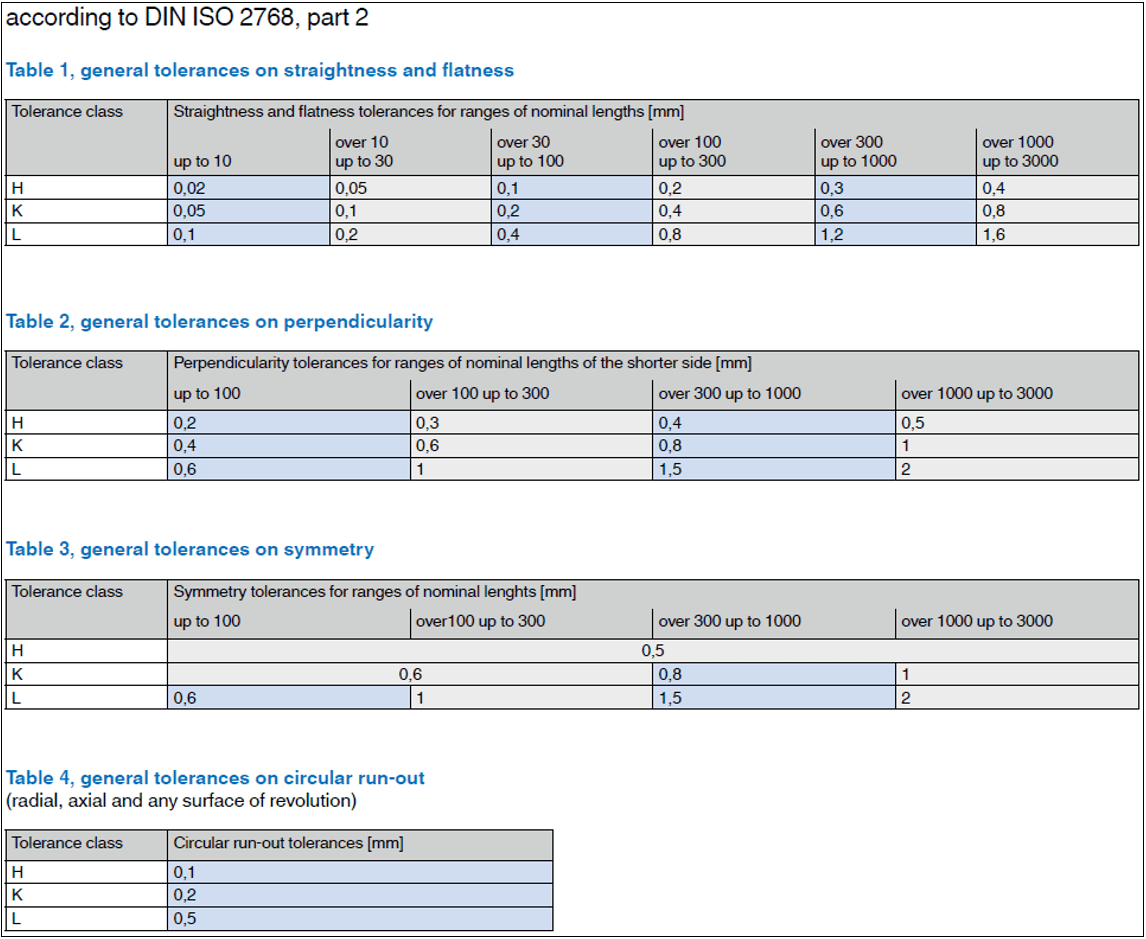
Vyrábíme podle normy ISO 2768. Jemné: ISO 2768-fH / Střední: ISO 2768-mK Hrubé: ISO 2768-cl Volba pole tolerance je podle nejpřesnější tolerance výrobku. Pokud není k dispozici technický výkres, výroba probíhá podle definovaného tolerančního pole ISO 2768. Při výrobě se zohledňují další požadavky obsažené ve výkresu. Výrazné odchylky nebo jiné dodatečné požadavky mohou ovlivnit výrobu a kalkulovanou cenu. Pro pohony, hlavy šroubů a délky šroubů platí tolerance podle normy ISO 4759 nebo příslušné, odpovídající výrobkové normy.
Nekótované hrany dílů
Pro všechny nekótované hrany dílů platí následující tolerance: Vnější hrany - 0,2 mm / vnitřní hrany + 0,4 mm, viz DIN ISO 13715.
U popisů hran, jako je "ostrá hrana bez otřepů", "ostrá hrana" a "bez otřepů", se předpokládá, že odpovídají normě DIN 6784 ±0,05 mm, to znamená, že může dojít jak k minimálnímu úbytku materiálu, tak k minimálnímu otřepu.
Například příčně vrtané otvory mohou mít otřepy maximálně +0,1 mm. Pokud je požadován přechod vrtaného otvoru bez otřepů, velikost zkosení není definována.
Drsnost povrchu
CNC výroba dosahuje u soustružených a frézovacích dílů drsnosti povrchu Ra 1,6 (N7). Pokud je požadována jemnější drsnost povrchu, lze jí dosáhnout dalšími kroky zpracování, jako je broušení nebo leštění.
Kvalita
V zásadě je cílem dosáhnout nulových vad. V sériové výrobě se kvalita výrobku kontroluje namátkovými kontrolami, pokud není výslovně dohodnuta 100 % kontrola. Schopnost procesu by mělo být možné prokázat pomocí obvyklých statistických metod. Upozorňuje se, že při použití statistických metod pro stanovení kvality dílů je třeba počítat s mírnou chybovostí.
Technická čistota (včetně otřepů a rýh)
Všechny díly jsou komerčně čištěny. Díly vyrobené z nízkolegovaných materiálů jsou před přepravou lehce konzervovány. Pokud není stanoveno jinak, mohou mít soustružené díly na čelních plochách (rovných plochách) rotační otřepy. To platí i pro obecné znaky opracování v titulním razítku. Velikost otřepů se měří podle normy DIN 6785 (celková délka měřená přes otřepy musí být v rámci přípustné tolerance).