Beregn den teoretisk mindste påkrævede indgrebslængde for applikationer med blindhul og gennemgående hul.
Baseret på VDI 2230:2014
Beregn den teoretisk mindste påkrævede indgrebslængde for applikationer med blindhul og gennemgående hul.
Baseret på VDI 2230:2014
| Material | Rm, N/mm2 |
|---|---|
| Stål | |
| 16MnCr5 | 1000 |
| 21CrMoV5-7-QT | 700 |
| 25CrMo4-QT | 600 |
| 30CrNiMo 8 | 1250 |
| 34CrMo 4 | 1000 |
| 34CrNiMo 6 | 1200 |
| 35B2-QT | 500 |
| 35NiCr18 | 1270 |
| 38MnSi-VS 5 | 900 |
| 40CrMoV4-6-QT | 850 |
| 41Cr4 | 1100 |
| 42CrV 6 | 1080 |
| 42CrMo4 | 1000 |
| 42MnV7 | 980 |
| 48CrMo4 | 880 |
| 50MnSi4 | 830 |
| 58CrV 4 | 1320 |
| C35E-QT | 500 |
| C45E-QT | 560 |
| Cq 45 | 700 |
| E295 | 470 |
| S235 JRG1 | 340 |
| S355 JO | 510 |
| Aluminium/ Aluminiumlegering | |
| AW-5083 | 260 |
| AW-6082 | 290 |
| AW-7075 | 540 |
| AlMgSi1F28 | 260 |
| AlMg4,5MnF27 | 260 |
| AlMgSi1F31 | 290 |
| AlZnMgCu1,5 | 540 |
| G-AlSi10Mg | 220 |
| G-AlSi7Mg0,3 | 230 |
| G-AlSi9Cu3 | 160 |
| GD-AlSi9Cu3 | 240 |
| GK-AlSi7Mg wa | 250 |
| GK-AlSi9Cu3 | 180 |
| Magnesiumlegering | |
| AZ91 | 310 |
| GK-AZ91-T4 | 240 |
| MgAl9Zn1 | 200 |
| MgAl4Si | 190 |
| Kobber / Kobberlegering | |
| G-CuAl10Ni | 600 |
| G-CuSn5ZnPb | 220 |
| G-CuSn7ZnPb | 240 |
| GD-CuZn37Pb | 280 |
| GK-CuZn37Pb | 280 |
| GZ-CuSn7ZnPb | 270 |
| Støbejern | |
| GJL-250 | 250 |
| GJS-400-15 | 400 |
| GJS-500-7 | 500 |
| GJS-600-3 | 600 |
| GJV-300 | 300 |
| GJV-500 | 500 |
| Titanium/ Titaniumlegering | |
| TiAI6V4 | 890 |
| Nikkel/ Nikkellegering | |
| NiCr15Fe7TiAl | 1000 |
| NiCr20TiAl | 1000 |
| Rustfrit stål | |
| X10CrNiMoMnNbVB15-10-1 | 650 |
| X19CrMoNbVN11-1-QT | 900 |
| X22CrMoV12-1-QT | 800 |
| X2CrNi18-9 | 450 |
| X2CrNiMo17-12-2 | 500 |
| X2CrNiMoN17-13-3 | 580 |
| X3CrNiCu18-9-4 | 450 |
| X3CrNiMoBN17-13-3 | 550 |
| X4CrNi18-12 | 500 |
| X5CrNi18-10 | 500 |
| X5CrNiMo17-12-2 | 500 |
| X6CrNi18-10 | 500 |
| X6CrNiMoB17-12-2 | 490 |
| X6CrNiTiB18-10 | 490 |
| X6NiCrTiMoVB25-15-2 | 900 |
| X7CrNiMoBNbl6-16 | 650 |
Denne beregning er teoretisk og er endnu ikke bekræftet af tests!
Indgrebslængden vil ofte i praksis blive reduceret på grund af indkøring og udkøring af skrue og gevind samt riller.
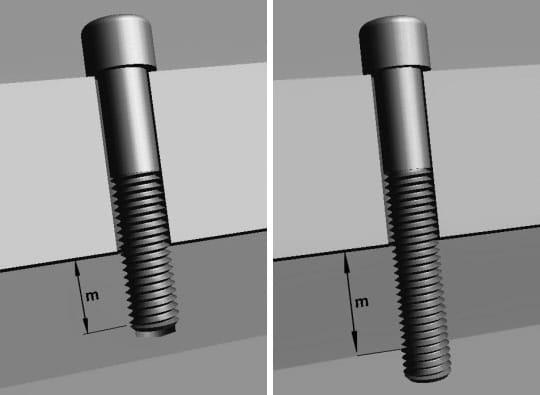
Vær opmærksom på definitionen af blindhul og gennemgående hul (du kan vælge dette i øverste venstre hjørne af applikationen). Gennemgående huller beregnes uden ikke-effektiv gevindende, og det er en forudsætning, at skrueenden stikker ud med mindst to gevindstigninger (2P)
Hvis en faktisk gennemgående hulapplikation ikke kan opfylde ovenstående definition, anbefales en beregning som blindhulapplikation i stedet for.
Effektiv indgrebslængde, mges vorh, repræsenterer det faktiske indgreb af gevindkåret skrue/møtrikgevind.
Den beregnede minimum påkrævede indgrebslængde skal være større end indgrebslængden defineret af brugeren. Det omfatter indkøring og udkøring af skrue- og møtrikgevind og reduceret kontakt ved gevindindgangen på grund af en lille rille.
Fra I udvikler et nyt produkt, kan Assembly Technology Expert ydelser løse jeres udfordringer med de rette befæstelsesløsninger.
![]() Expert Education
Expert Education
Få ny teknisk viden om befæstelsesteknologi på vores seminarer og e-learning.
![]() Expert Teardown
Expert Teardown
Find frem til den bedste befæstelsesløsning og få omkostningsbesparelser med vores produktanalyse.
![]() Expert Design
Expert Design
Vælg de rigtige produktløsninger i udviklingsfasen og undgå omkostningstunge ændringer i produktionen.
![]()
Expert Walk
Skab en lean og smart produktion med de rette befæstelser og få en optimeret montageproces.
![]() Expert Assortment Analysis
Expert Assortment Analysis
Rationalisér dit befæstelsessortiment og reducér totalomkostningerne.
![]() Expert Test Services
Expert Test Services
Validér jeres produkter i Danmarks mest avancerede testcenter for befæstelsesteknologi og få en driftssikker produktion.