Eksempler på produkter fremstillet ved ekstrudering
- Vinduesrammer
- Slanger og rør
- Stænger
- Gummitætningsprofiler
- Profiler af enhver art
Materialer
En lang række materialer kan bearbejdes ved ekstrudering. De mest almindelige er:
- Aluminium
- Messing
- Stål
- Kobber
- Magnesium
- Plast
- Gummi
Materialet har betydning for, hvilken proces og maskine der anvendes, hvor stort tryk der anvendes og en række andre faktorer.
Ekstrudering af aluminium – bearbejdningsprocessen
Ekstrudering anvendes oftest til emner i plast og aluminium, og her tager vi udgangspunkt i aluminium, når vi forklarer, hvordan ekstruderingsprocessen forløber. For plast vil der anvendes andre temperaturer og grader af pres, og efterbehandlingen vil være en anden. Læs mere om dette længere nede på siden.
Maskinen, som anvendes til ekstrudering, anvender enten mekanisk eller hydraulisk pres til formgivningen af materialet. Maskinen består af en beholder, hvori man indsætter det materiale, der skal formes, et stempel, der presser materialet gennem beholderen og en værktøjsholder med ekstruderingsværktøjet, der bestemmer emnets form.
 Materialet, der placeres i ekstruderingsmaskinen, hedder en presbolt og er typisk en cylindrisk blok af aluminium. Presbolten er typisk mellem 150-300 mm i diameter og mellem 40-100 cm lang. Længde og størrelse på presbolten afhænger af maskinen.
Materialet, der placeres i ekstruderingsmaskinen, hedder en presbolt og er typisk en cylindrisk blok af aluminium. Presbolten er typisk mellem 150-300 mm i diameter og mellem 40-100 cm lang. Længde og størrelse på presbolten afhænger af maskinen.
Ekstrudering – skridt for skridt
- Opvarmning: Presbolten opvarmes til ca. 500 grader celsius.
- Ekstrudering: Ved hjælp af et pressestempel presses der med mellem 1600-6500 ton. Materialet tvinges ud igennem åbningen på ekstruderingsværktøjet. Der kan ekstruderes med hastigheder på 5-80 mm/min, alt efter materiale og maskine.
- Afkøling, strækning og skæring: Efter ekstruderingen føres emnet ud på et bord, hvor det afkøles med luft eller vand. Herefter strækkes det let for at rette det op og fjerne eventuelle spændinger, og emnet skæres så til i de ønskede længder.
- Hærdning: Emnet bages nu i en ovn ved ca. 190 grader celsius i 4-8 timer for at øge styrken på materialet.
Ekstrudering af plast
Når man ekstruderer i plast, fremstiller man af emnerne i termoplast – altså plast der kan formgives ved opvarmning og igen får fast form ved nedkøling. Termoplast er f.eks. polyethylen (PE), polyvinylchlorid (PVC), polypropylen (PP).
Materialet er her ikke en presbolt som ved aluminium, men det fødes i stedet i granulatform ind i maskinen ved hjælp af en tragt. Derfor er ekstrudering af plast i princippet også en ”uendelig proces”, hvor man kontinuerligt kan føde granulat i maskinen og fortsætte ekstruderingen.
I maskinen opvarmes granulatet og bliver til en sejtflydende plastmasse. Fremdriften af materialet sker ved hjælp af en roterende snekke, som er opbygget på en måde, så der opstår et relativt højt tryk for enden af den. Materialet presses herved igennem værktøjet/matricen og får den ønskede form.
Ligesom ved aluminium køles emnet med luft eller vand eller ved hjælp af et vandkølet element, og det skæres til i ønsket længde.
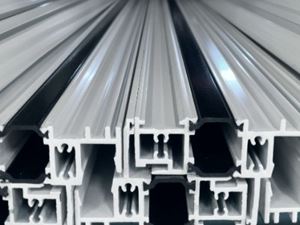
Ekstruderede plast- og aluminiumsprofiler
Der er mange muligheder for at formgive plast- og aluminiumsprofiler ved hjælp af ekstrudering. Designet på profilen kan være meget enkel eller forholdsvist kompleks med mange detaljer, kruminger og buk.
Værktøjet til en massiv profil, f.eks. en profil med en L-form, er forholdsvist simpelt udformet. Det består af en enkel matrice med et hul i.
Skal man have en mere kompliceret profil, f.eks. en hulprofil, bliver værktøjet også mere kompliceret og består f.eks. af flere matricer, som tilsammen giver den rette form.
Selvom det er muligt at producere komplekse plast- og aluminiumsprofiler ved hjælp af ekstrudering, er der dog visse grundregler, man bør følge for at få det bedste resultat, f.eks.
- Huller bør arrangeres symmetrisk, hvis det er muligt.
- Det er bedre at designe afrundede spidser og kanter for at sikre god udfyldning af matricen.
- Undgå dybe spalter, som kan føre til at emnet mister sin form. Design hellere profilen med afstivere.
- Undgå for tynde eller for tykke vægge.
- Man bør lave skruekanaler åbne frem for lukkede.
- Man bør undgå meget små eller snævre dimensioner.
Grundreglerne for design af henholdsvis plast- og aluminiumsprofiler er forskellige til en vis grad, da materialet opfører sig forskelligt. Overordnet set er der visse retningslinjer, der er fælles for materialerne, som sigter efter at sikre plast- eller aluminiumsprofilens strukturelle integritet samt at undgå fejl som følge at dårlig udfyldning af matricen.