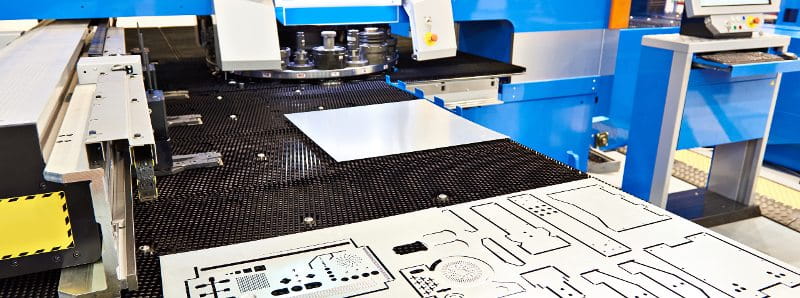
Sådan udstanses metal
Udstansning af metal sker ved hjælp af en hydraulisk eller mekanisk presse i en stansemaskine. I modsætning til laserskæring, hvor det er skærehovedet, der bevæger sig hen over materialet, er det her metalpladen, der bevæger sig inde i maskinen og positionerer sig under det skærende værktøj.
Stansemaskinen benytter et eller flere stanseværktøjer. Et stanseværktøj består af en over- og en underdel. Overdelen er et stempel, som har den form, man ønsker at opnå (f.eks. en cirkelform), og underdelen er en matrice, der passer til stemplet. Under stansningen presser stemplet materialet ned i matricen og skærer gennem metalpladen ved værktøjets kant.
Benyttes der flere forskellige værktøjer, placeres disse typisk i en roterende værktøjsholder, hvor der hurtigt kan skiftes mellem de forskellige værktøjer, og det er bl.a. dette element i maskinen, der muliggør effektiv bearbejdning og høj grad af automatisering.
Langt de fleste moderne stansemaskiner benytter CNC-teknologi til styring af bearbejdningsprocessen. CNC står for ”Computer Numerical Control” – det er med andre ord en computer, der styrer alle bevægelige dele i stansemaskinen.
Fordelen ved CNC-styring er, at man opnår en meget høj grad af præcision, og at selve udstansningen bliver så effektiv som muligt. Med CNC-styring kan man stanse emner med mange detaljer og endda flere forskellige emner af samme metalplade. Stansning er f.eks. langt den mest omkostningseffektive løsning, hvis man skal have fremstillet emner med mange huller.
Eksempler på udstansede emner
- Profiler
- Beslag
- Plader med mange huller/perforering
- Kabinetter
- Gitre
- Paneler
- Diverse maskinkomponenter
Hvilke materialer kan bearbejdes ved udstansning
Udstansning i metal kan kun udføres indtil en vis tykkelse. Tykkelsen afhænger både af materialet og maskinen – f.eks. kan man stanse i større pladetykkelser for aluminium end for rustfrit stål. Overstiger kravene til emnets tykkelse, hvad der er muligt med udstansning, så vil f.eks. laser- eller vandskæring være et alternativ.
Udstansning kan udføres i de fleste almindelige bearbejdelige metaller, f.eks.:
 Stål og rustfrit stål
Stål og rustfrit stål
Aluminium
Messing
Zink
Kobber
Nysølv
Jern mm.
De mest almindelige metaller for udstansning er dog stål/stållegeringer og aluminium.
Hvornår vælger man udstansning af metalemner
Der er flere forskellige tilfælde, hvor udstansning af metalemner vil være den mest fordelagtige bearbejdningsmetode.
Udstansning egner sig f.eks. godt til fremstilling af komplekse emner med mange detaljer. Her kan man opnå en høj grad af færdiggørelse for emnet, og der kan desuden udføres buk og prægning under standseprocessen uden at skulle afbryde og skifte værktøj.
Udstansning egner sig desuden godt til materialer, der ikke tåler- eller har godt af varmepåvirkningen fra f.eks. en laserstråle. Udstansning er også langt den mest effektive løsning til udformning af mange huller samt huller, der sidder tæt sammen.
Stansning er dog ofte mest omkostningseffektiv, når der er tale om mellemstore og store serier, da stansning ofte kræver specialværktøj. Disse fremstilles specifikt til det enkelte emne, hvilket ikke er rentabelt ved mindre serier.
Konkurrencedygtige priser for stansede emner på det globale marked
Skal man have fremstillet stansede emner, så er prisen selvfølgelig en vigtig faktor på lige fod med kvalitet og leveringstid. Det er muligt at opnå fordelagtige priser på det globale marked – f.eks. i Asien eller Østeuropa – som man ikke nødvendigvis kan opnå herhjemme.
Men hvordan kommer man i gang med sourcingen af stanseemner? Hvordan finder man den rette leverandør? Hvad skal man vide, og hvor er faldgruberne?
Vi har skrevet en guide, der hjælper dig i gang med sourcing af bearbejde emner. I guiden kommer vi godt omkring alle de vigtige aspekter af sourcing-rejsen, så du kan komme trygt i havn med dine udstansede emner.
Hent din guide herunder: