Cần lưu ý rằng các bộ phận có thành quá mỏng, làm bằng vật liệu có độ bền thấp, có thể ảnh hưởng đến quá trình sản xuất. Phôi gia công có thể bị cong vênh, do đó không thể đảm bảo dung sai đã xác định hoặc thậm chí là không thể sản xuất được.
Dung sai & Kỹ thuật
Thành mỏng
Dung sai của ren
Ren trong trơn / có lớp phủ bề mặt: Dung sai 6-H
Ren ngoài trơn: Dung sai 6-g
Ren ngoài có lớp phủ bề mặt: Dung sai 6-h
Có thể tùy ý cắt, tiện, tạo rãnh, cán, phay hoặc xoáy
Dung sai của kích thước hoặc dung sai của hình dạng - vị trí - hướng
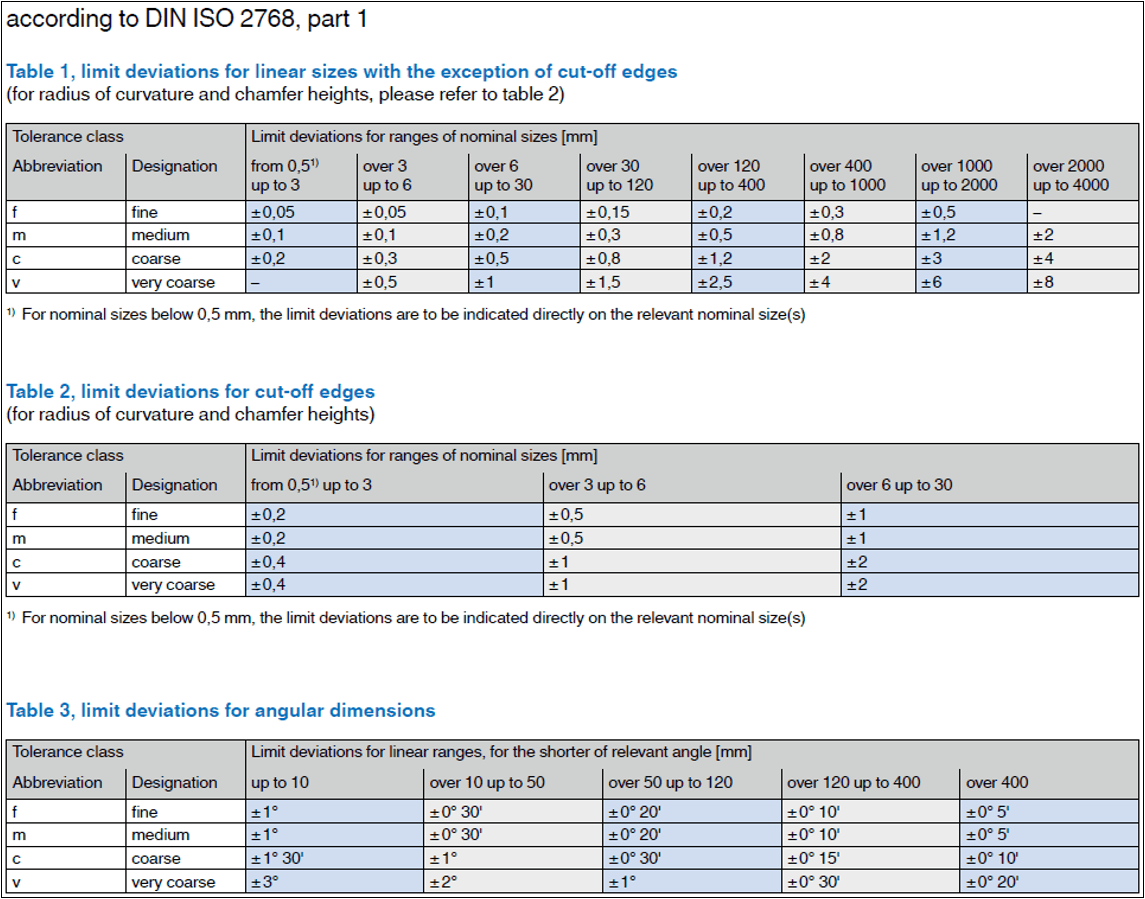
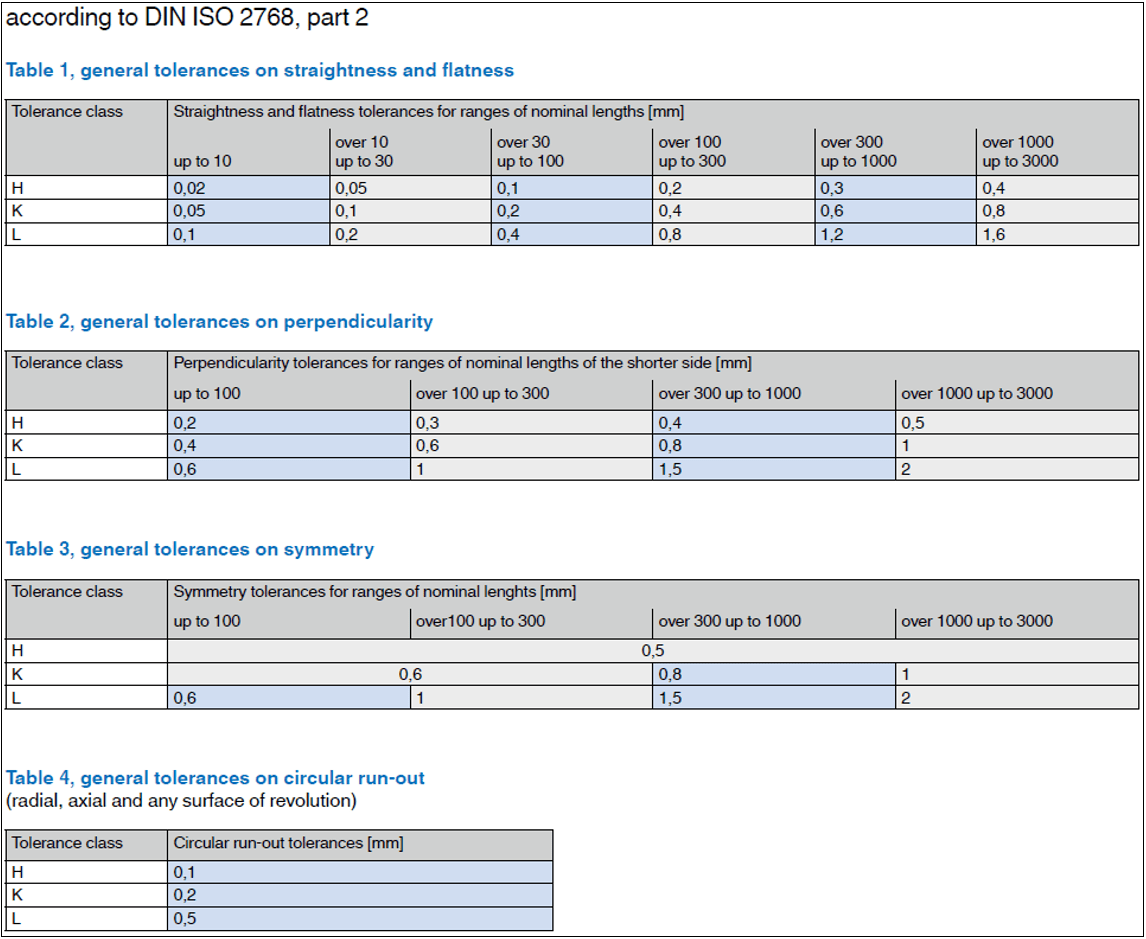
Chúng tôi sản xuất theo tiêu chuẩn ISO 2768. Bước ren nhỏ (mịn): ISO 2768-fH / Bước ren trung bình: ISO 2768-mk / Bước ren lớn: ISO 2768-cl. Chọn trường dung sai dựa trên dung sai hẹp nhất của sản phẩm. Nếu không có bản vẽ kỹ thuật sẽ thực hiện sản xuất theo phạm vi dung sai dựa trên tiêu chuẩn ISO 2768. Các yêu cầu bổ sung có trong bản vẽ cũng được xét đến khi sản xuất. Độ chênh lệch lớn hay các yêu cầu bổ sung khác có thể ảnh hưởng đến sản xuất và giá thành. Đối với truyền động, đầu vít và chiều dài vít, dung sai tuân thủ tiêu chuẩn ISO 4759 hoặc tiêu chuẩn sản phẩm tương ứng.
Các cạnh phôi gia công không có kích thước
Dung sai sau áp dụng cho tất cả các cạnh của phôi gia công không có kích thước: Cạnh ngoài - 0,2 mm / cạnh trong + 0,4 mm, xem thêm tiêu chuẩn DIN ISO 13715.
Mô tả về cạnh như "cạnh sắc không bavia", "cạnh sắc" và "không bavia" sẽ được mặc định là tuân theo tiêu chuẩn DIN 6784 ±0,05 mm, nghĩa là có thể loại bỏ vật liệu tối thiểu và bavia tối thiểu.
Ví dụ, lỗ khoan chéo nhau có thể có bavia tối đa +0,1 mm. Nếu yêu cầu chuyển đổi lỗ khoan không bavia, thì kích thước cạnh vát không xác định.
Độ nhám bề mặt
Sản xuất CNC đạt độ nhám bề mặt Ra 1,6 (N7) đối với các chi tiết tiện và phay. Nếu yêu cầu bề mặt mịn hơn thì cũng có thể thực hiện được bằng các bước xử lý bổ sung như mài hoặc đánh bóng.
Chất lượng
Về cơ bản, mục tiêu hướng tới là không lỗi. Trong sản xuất hàng loạt, chất lượng sản phẩm được kiểm soát bằng cách kiểm tra tại chỗ, trừ khi đã thỏa thuận ghi rõ là sẽ kiểm hàng 100%. Có thể kiểm định năng lực gia công bằng các phương pháp thống kê thông thường. Có nhận định chỉ ra rằng sẽ có tỷ lệ lỗi nhỏ khi sử dụng các phương pháp thống kê để xác định chất lượng các linh kiện.
Làm sạch (bao gồm bavia và gờ)
Tất cả phôi đều được vệ sinh. Các chi tiết làm bằng vật liệu hợp kim thấp được bảo quản đơn giản trước khi vận chuyển. Trừ khi được ghi rõ lúc ban đầu, nếu không thì các chi tiết tiện có thể có bavia trên bề mặt ở đầu cuối (bề mặt phẳng). Điều này cũng được áp dụng đối với các quy trình xử lý chung trong hoặc trên khuôn dập góc. Kích thước bavia theo tiêu chuẩn DIN 6785 (tổng chiều dài đo qua bavia phải nằm trong dung sai cho phép).